
TUBEINSPECTTM system
for high-precision tube ID and OD metrology
NOVACAMTM TUBEINSPECTTM system is a modular, non-contact optical measurement system that provides micron-precision 3D measurements of tube, cylinder or barrel interiors and exteriors. Its small-diameter side-looking probe reaches inside tubes to acquire their complete inside geometry.
- Can measure every dimensional detail of tube inside diameter (ID) and outside diameter (OD), including undercuts, chamfers, threads, rifling, O-ring grooves, splines, lands, and edge breaks
- Enables fully configurable automated inspection
- Can measure dimensional or surface defects such as porosities, cracks, and scratches
- Can measure dimensions, roughness as well as thickness of semi-transparent coatings.
 of a tube")
 of a tube")






TUBEINSPECT system in action
In this video, the TUBEINSPECT system probe scans both the inside and the outside of a metal barrel fixed in a spinning chuck.
Note: If the cylinder you need to inspect cannot be spun on a rotational stage as done in this video – no problem – simply check out NOVACAM BOREINSPECT system that features a rotational scanner probe.
Overview of features and benefits
Measurements
- Optical, non-contact, non-destructive
- High speed: Up to 100,000 3D point measurements per second
- 2D and 3D surface and subsurface characterization; diameter, circularity, cylindricity, runout, taper, distortion, straightness
- High-aspect-ratio features: undercuts, threads, grooves, cross-holes
- Sub-micron resolution and excellent sensitivity and measurement repeatability
Imaging
- Line profiles
- 3D images of internal and external surfaces
- Height and intensity images of “unfolded” surfaces
- Cross-sections of semi-transparent materials
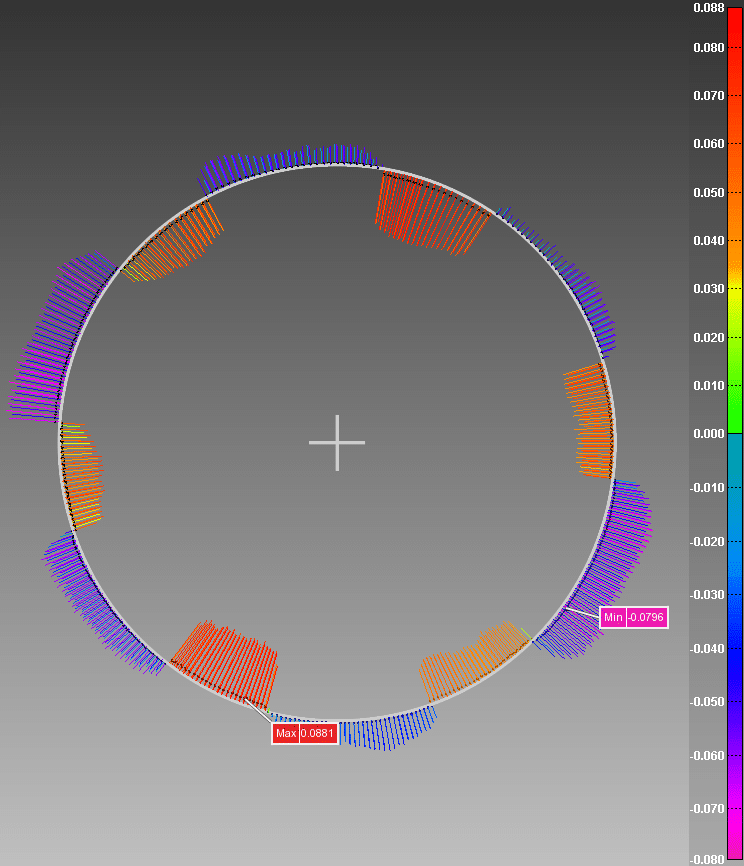
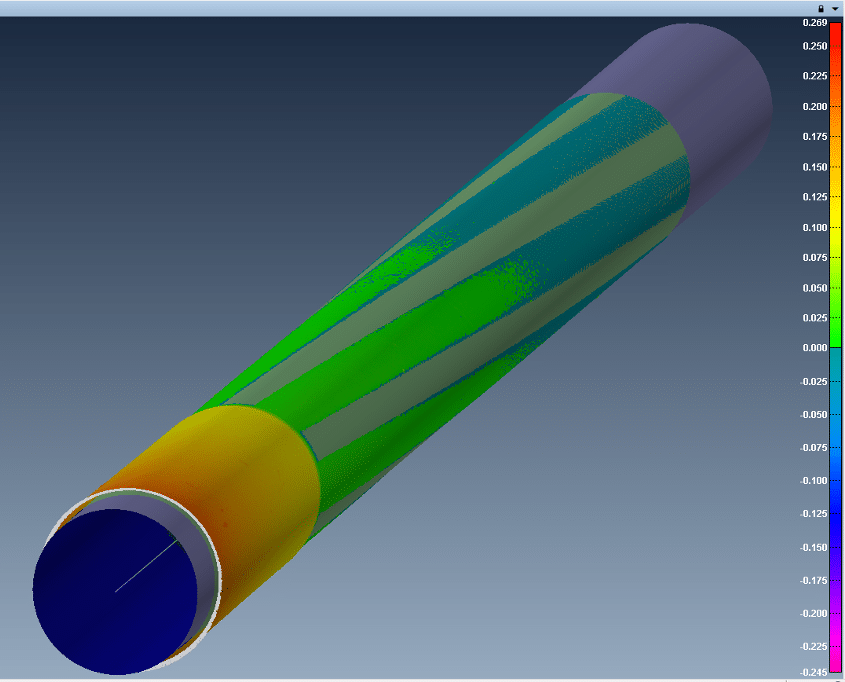
- Deviation maps
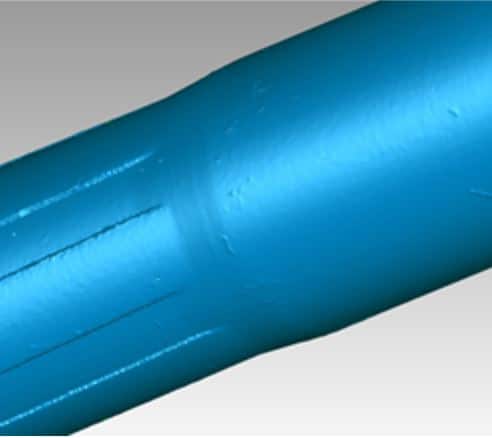
3D image of tube inner surface
Benefits
- Easily integrated in lab, shop, or fully-automated inspection setups.
- Reduces inspection cycle time: up to 100,000 measurements per second are obtained, each representing a 3D topographic point
- Flexible options for evaluating inspected parts: measured features can be compared to CAD drawings or to a user-defined set of locations, nominals, and tolerances
- Simple scan definition and execution: The scanning sequence is defined once by teaching the system with a joystick. The scanning sequence can later be executed with the push of a button.
- Time-saving automated reporting: Following a scan, go-no-go reports can be produced, and results logged in a manner compatible with industry-standard mechanisms
- Easy part handling: The part fixture is selected to make handling easy and to ensure good repeatability
- Adaptable to harsh environments
- No consumables are needed: Optical probes do not come in contact with the measured samples, and therefore do not wear out like contact probes. Accidental damage is rare−probes are designed to be rugged.
Metrology applications
3D metrology and imaging of tubes for industry and R&D
- Quality control
- Automated 3D production inspection, geometric dimensioning and tolerancing (GD&T)
- Statistical process control (SPC)
- Research and development (R&D) inspection
- Reverse engineering and part-to-CAD
- Maintenance, repair and operations (MRO)
- Profilometry in hostile environments: radioactive, cryogenic, very hot
Typical measurements on tube ID/OD
- Full 3D geometry, diameter, circularity, cylindricity, taper, runout, etc.
- Deviation from CAD model, GD&T
- High-aspect-ratio features: undercuts, steps, O-ring grooves, threads, channels, sharp edges, steep slopes, and cross-holes
- Volume loss: surface wear or other damage
- Defects: corrosion, pitting, cracking, denting, scratching, porosity
- Surface roughness: linear or area roughness
- Thickness of semi-transparent coating: single-layer or multilayer films
Examples of tube inspection applications
Measurement, visualization, and inspection of ID and OD surfaces of:
- Various tubes, pipes, and shafts in the aerospace and automotive industries
- Example from aerospace: jet engine shaft MRO (maintenance, repair and operations)
- Examples from automotive: drive shafts, axles, threads, splines, gears, drive teeth
- Vials, cylindrical containers in the biomedical and chemical sectors
- Cylindrical devices in the medical sector
- Examples from defense industry: barrels, bores, reamers, mandrels, drill bits, die blocks
- Tubular parts in high-precision machining, drilling, injection molding, 3D printing, additive manufacturing, casting, extrusion dies
- Composite tubes and rods
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
System Software
The TUBEINSPECT system comes with NOVACAM high-performance data acquisition software, which is PC Windows®-based and user-friendly for scan programming.
NOVACAM data acquisition software
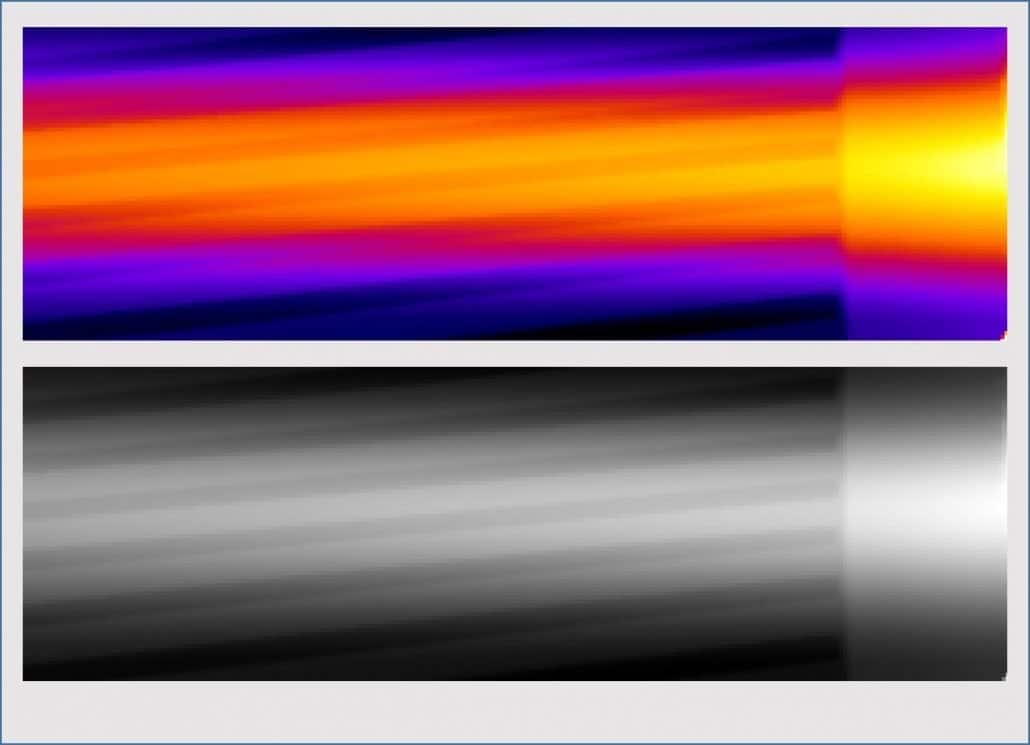
The system simultaneously generates 3 data sets from the same scan: 3D point cloud, light intensity image, and height image. The height and light intensity images facilitate defect detection. STL file format is also available.
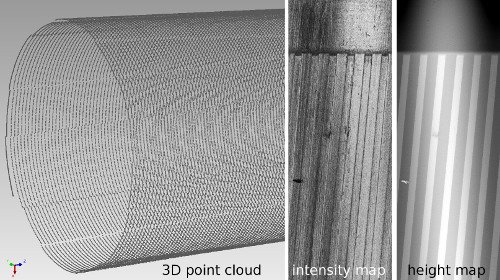
ID measurements are generated in three formats: 3D point cloud, intensity map, and height map.
For full GD&T analysis of measured parts, a turnkey solution is available with PolyWorks InspectorTM metrology software that may be purchased with the system.
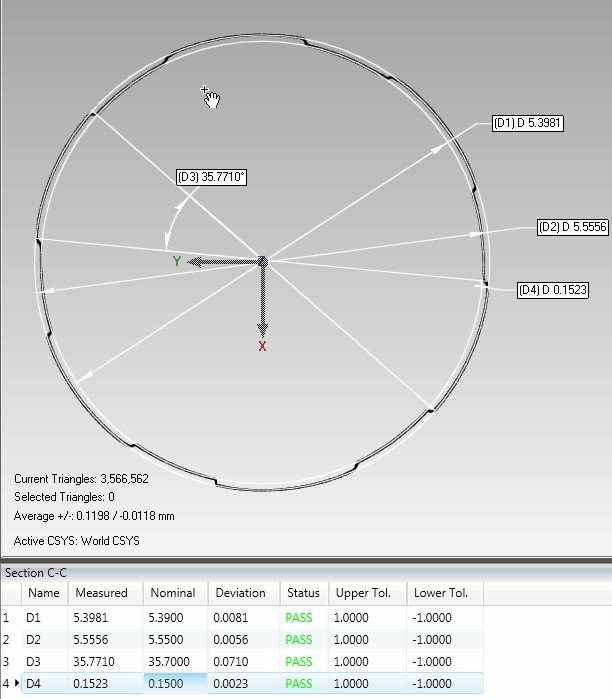
- Go-no-go reporting is easily programmed and automated.
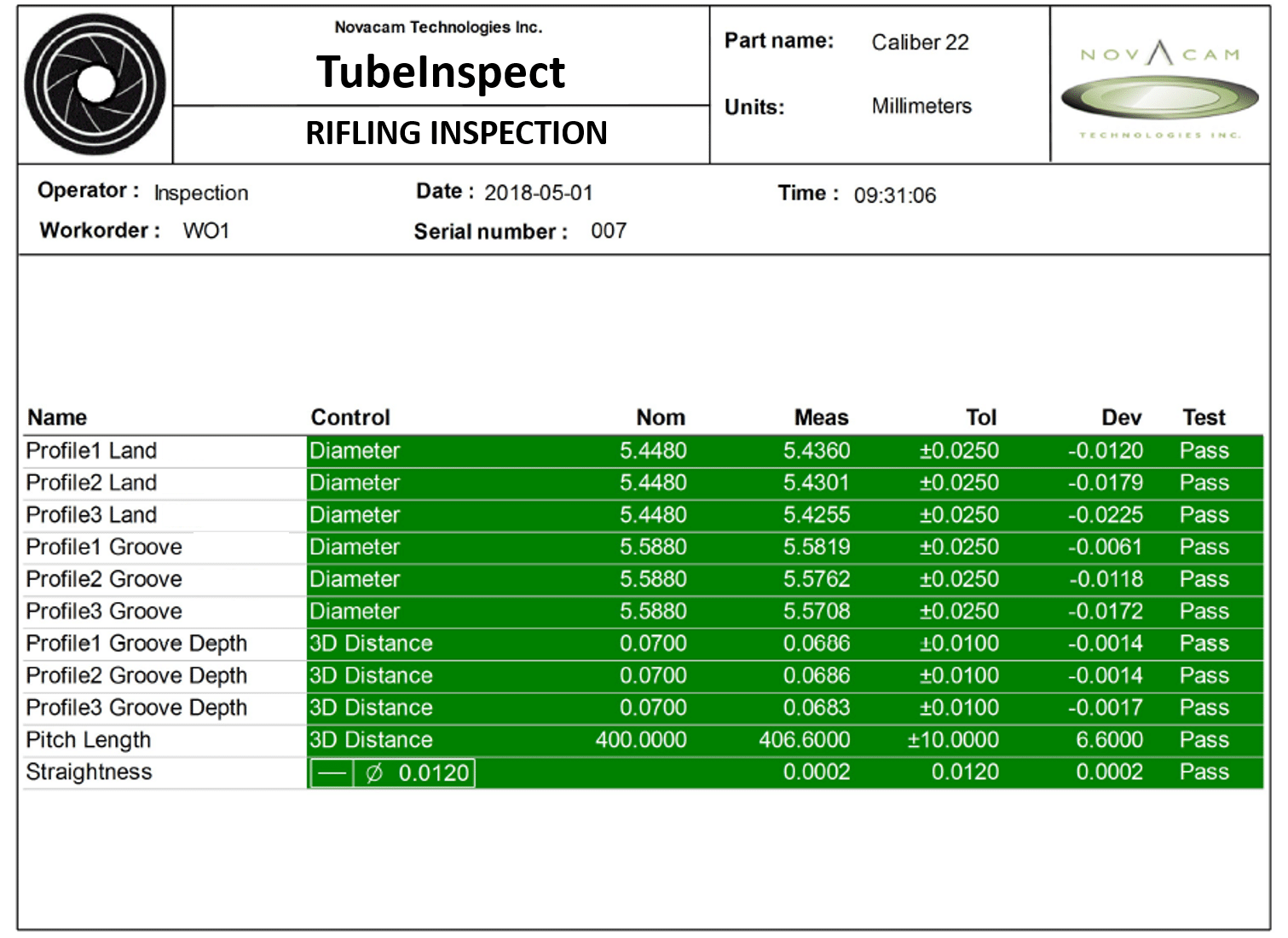
Example of ID automated GD&T report with pass and fail
- Users benefit from capabilities such as a quick visual comparison (deviation map) of the acquired part measurements to pre-specified tolerances or to the CAD of the part.
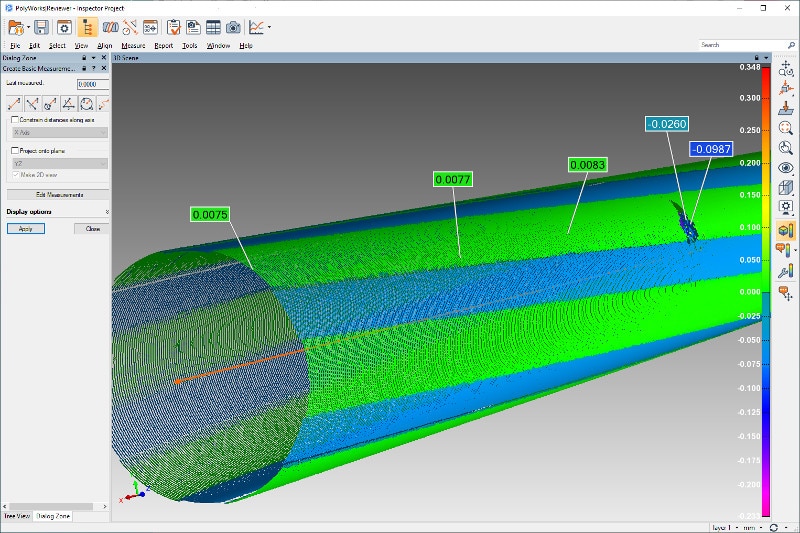
3D data analysis of ID measurements using PolyWorks Inspector. Here the 3D data is being viewed as a deviation map.
Visualizing the scan data may be accomplished by importing the data into various third party visualization and numerical analysis software, such as PolyWorks Inspector, Geomagic, ImageJ, SolidWorks, Octave, MatLab, Mathematica, IDL, or IGOR Pro.
Deriving application-specific measurements from the 3D point cloud is available through a selection of in-house and third party software. Novacam supports the following options:
| Novacam in-house software | 3rd party software, such as | |
|---|---|---|
| Dimensional measurements (GD&T parameters) | PolyWorks Inspector (turnkey solution) Geomagic |
|
| Roughness and surface analysis | TrueSurf, MountainsMap | |
| Thickness | ||
| Chatter (vibration) | ||
| Volume loss | ||
| Defects | Custom-developed* | |
| * Novacam offers the option of custom data processing, reporting, and defect detection programs that can be written based on client requirements. | ||
An application programming interface (API) is available for system integrators and OEMs to accommodate a wide variety of online and offline applications. Exported results may be integrated with data loggers and SPC software.
System components
NOVACAMTM TUBEINSPECTTM system is a fiber-based modular system that comprises 1) Optical side-looking probe, 2) MICROCAMTM interferometer, 3) Inspection station, 4) PC, 5) Motion controller(s) (not shown) and, optionally, 6) multiplexing hardware (not shown).

optical probe
MICROCAM interferometer
Inspection station
PC, monitor and joystick
The inspection capabilities of the TUBEINSPECT system are determined jointly by its components:
1) Optical probe
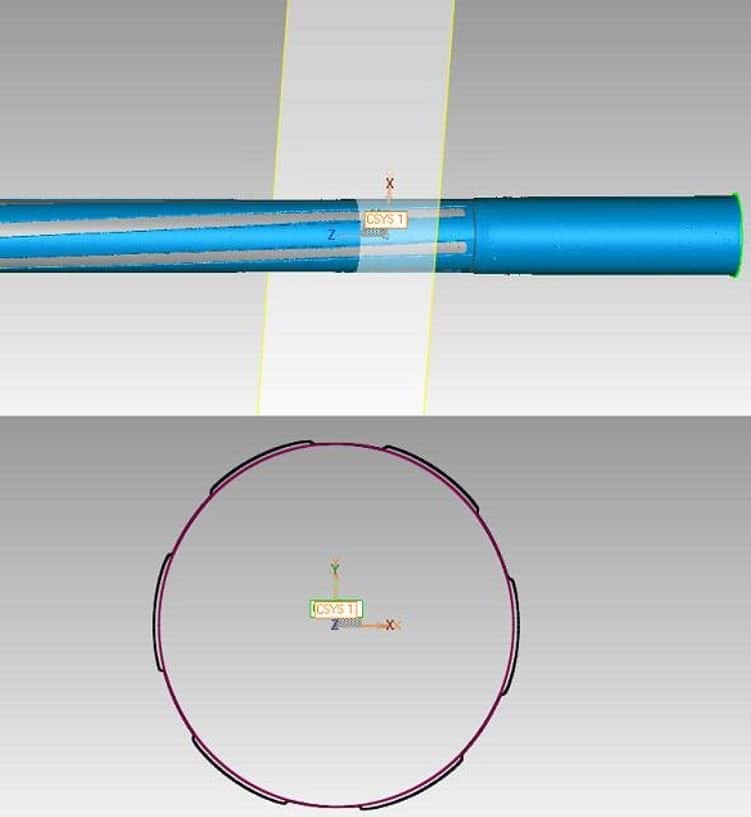
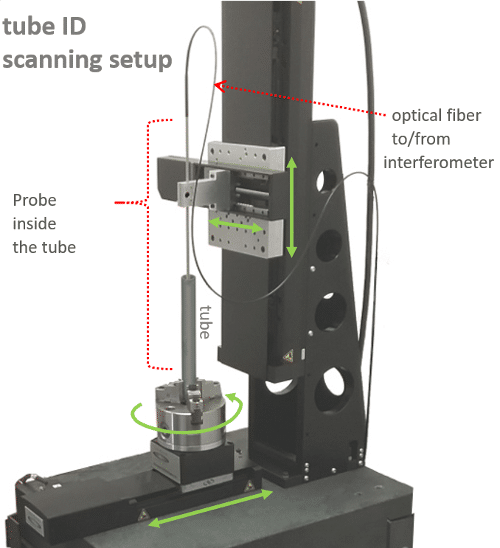
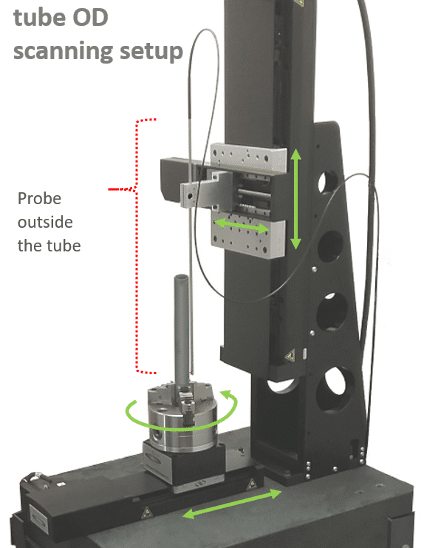
The side-looking optical probe reaches inside the spinning tube to scan its complete inside geometry in a spiral pattern. The same probe may be used to measure a range of tube diameters. The same probe may be moved to the OD measurement position to scan the outside of the tube.
Note that the side-looking probe does not need to be positioned at the centerline of the tube. The probe simply needs to be lowered into the tube at a constant distance from the tube’s ID surface.
Top view of scanning setup

Standard probe characteristics*
| Probe diameter (mm) | Maximum standoff distance (mm) | Spot size (µm) | Probe length (mm) |
|---|---|---|---|
| 0.55 | 0.5 | 15 - 35 | 50-1000** |
| 1.05 | 1 | ||
| 2.4 | 1.3 | ||
| 3.05 | 4.8 | ||
| 4.6 | 15 | ||
| 17.8 | 55 | ||
| *Custom probes with non-standard diameters (such as ø8.8 mm or ø30.5 mm), lengths, spot sizes, and light beam angles (i.e., different from the standard 90°) are built upon request. Custom probes for extreme temperatures, high pressures, or other hostile environments are also built upon request. **Maximum probe length may be limited by mechanical constraints. Probes as long as 2 m have been built. |
|||
2) MICROCAM interferometer

NOVACAM MICROCAM interferometer provides the light source to the optical probe and processes the optical signal received from the probe. The probe and the interferometer are connected with an optical fiber
MICROCAM interferometer models
| MICROCAM-3D | MICROCAM-4D | |||
|---|---|---|---|---|
| General characteristics | ||||
| Technology | low-coherence interferometry | |||
| Light wavelength | 1310 nm, infrared | |||
| Size of interferometer enclosure box (depth x width x height) | 4U rackable enclosure 445 x 445 x 178 mm |
|||
| Non-contact measurements | ||||
| Depth of field | depends on selected probe parameters, see table "Standard probe characteristics" above |
|||
| Scanning depth range options * | 3.5 mm | 7 mm | 5 mm | |
| Acquisition (A-scan) rate | 2.10 kHz | 1.05 kHz | 100 kHz | |
| Axial (Z-axis) resolution | < 0.5 µm | |||
| Light spot size (Lateral [XY-axis] resolution) | 2.2 - 146 µm, depends on selected probe parameters, see table "Standard probe characteristics" above |
|||
| Standoff distance | 0.5 - 100 mm for standard probes up to 1 m for non-standard probes |
|||
| Repeatability | < 1 µm | |||
| Thickness measurements | ||||
| Thickness measurement range (in Air, IR = 1.0) | 10 µm - 3.5 mm | 10 µm - 7 mm | 20 µm - 5 mm | |
| Typical materials for thickness measurements | glass, polymers, multi-layer films, coatings, plastics, silicone, liquids, specular or non-specular | |||
| Sample reflectivity | 0.1 - 100% | |||
| *To further increase maximum scanning depth, a mechanical displacement axis is available. | ||||
3) Inspection station
Inspection station configurations are application-dependent and can be supplied by Novacam. Fixturing for the part is not included.
For lab and shop floor inspection, TUBEINSPECT system inspection stations typically include probe displacement in 2, 3, or 4 axes, and a motorized spinning fixture for the inspected tube. Granite tables are optionally available and recommended for some applications.
For automated inline industrial inspection, TUBEINSPECT probes may be integrated with precision stages, third-party CMMs (coordinate-measuring machines), CNC (computer numerical control) machines, or robots to support high-volume continuous flow manufacturing.
Alternative inspection station configurations:
- Standard “probe-on-top” configuration, shown as configuration A below, is the most common configuration.
- The “probe-below “configuration is shown as configuration B. Here, the rotational stage with the tube fixture is on top of the inspection table, and the probe enters the spinning tube from below.
Two examples of inspection station configurations
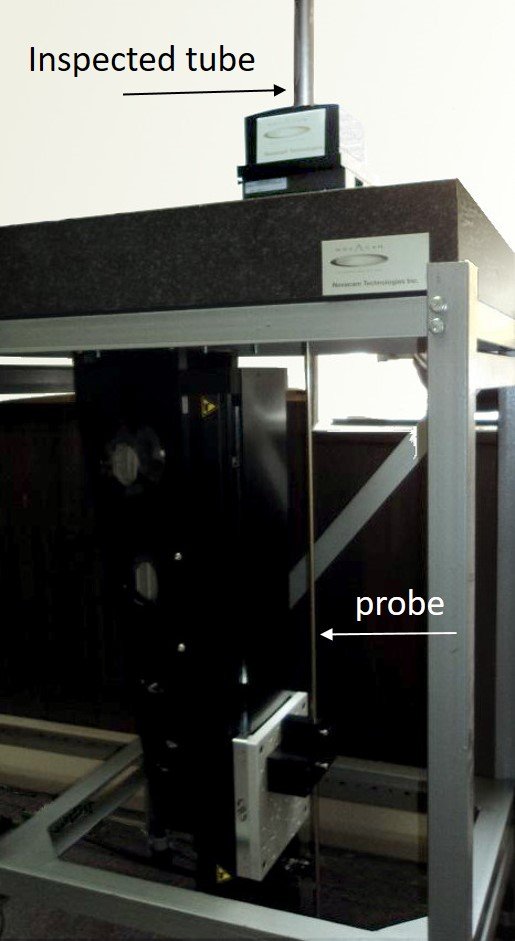
A) TUBEINSPECT system in a “probe-on-top” configuration integrated with a 4-axis inspection station
To measure the tube ID, the side-looking probe is lowered inside the tube that is fixed and spinning on a rotational stage. To measure the tube OD, the rotational stage is first moved on a linear stage to an OD-scanning position. In this position, the tube is spun again, and the probe scans the OD while descending along the outside surface.
Benefits of this configuration: With just one automated scanning sequence, the tube can be measured and characterized both on the inside and outside.
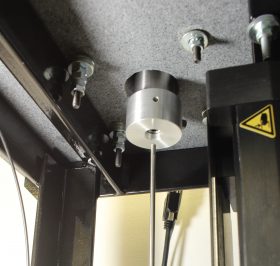
Inspecting the tube ID
Inspecting the tube OD
B) TUBEINSPECT system in a “probe-below” configuration
With this setup, the rotational stage with the tube fixture are on top of the granite table, while the probe displacement stages and the probe are enclosed below the inspection table. The probe enters the spinning tube from below, through a hole drilled in the granite.
Benefits of this configuration: Unintended operator contact with the probe is prevented in a shop environment.
TUBEINSPECT system in a bottom probe configuration
Probe entering a tube from below the inspection table
4) PC, monitor and joystick
The TUBEINSPECT system comes with a PC, monitor, mouse, and joystick.
5) Motion controller(s)
Motion controllers are included. Depending on the number of additional motion axis required, the motion controller(s) are housed in a 2U, 3U, or 4U rackable enclosure.
6) Hardware for multiplexing support (optional)
Optical switches are available for multiplexing up to 8 probes to a single MICROCAM interferometer. Multiplexed probes may be used one at a time. This option brings additional return on investment (ROI) to many installations.
Standard system configuration
A standard configuration of the TUBEINSPECT system includes:
- MICROCAM-3D interferometer
- 1 standard 4.6 mm-diameter side-looking probe (for inspection of bores up to 600 mm (24″) deep)
- 3-axis inspection station and 3-axis motion controller
- 1 chuck with motor and motion controller for rotating the inspected tube
- PC with NOVACAM acquisition software
- 1 year warranty
Instrument safety
- MICROCAM systems feature an in-probe red laser pointer (650 nm wavelength) for alignment purposes.
- MICROCAM systems are Class 1M Laser products, with < 20 mW of infrared and < 5 mW of in-probe laser pointer.

How long does it take to scan a tube with TUBEINSPECT system?
- Scan time depends on the tube size, tube length, what aspects of the tube you need to measure, and the rotational speed of the stage (chuck) holding the tube. The TUBEINSPECT system(with MICROCAM-4D) acquires up to 100,000 measurements per second, which represents 1 million 3D topography points in 10 seconds. Standard speed of part rotation is 2 rotations per second. The speed can be higher depending on the application (e.g., depending on tube size, weight, and related safety factors). The user selects the rotation speed, the probe acquisition speed, and the pitch of the spiral, which together determine the number of points that will be acquired and the time the scan will take. In general, dimensional measurements (for GD&T) require the least amount of points and can be achieved the fastest. Roughness callouts may take 3 to 4 seconds each. Defect detection requires the most amount of points, of course depending on the size of defect you are looking for. For help with estimating the time required to scan your tubes or cylinders, please contact us.
Can TUBEINSPECT system measure internal dimensions of cavities that are not tubular in shape?
- Yes, depending on the geometry of the cavity. Note that if the workpiece containing the cavity cannot be rotated (i.e., it needs to remain stationary), you may want to consider using the BoreInspect system, which comes with a rotational scanner, which quickly spins a side-looking optical probe.
Is the TUBEINSPECT system easy to use?
- Yes. The scanning sequence (recipe) can be programmed with a joystick and can be recalled at later times with the push of a button.
Is the system able to work right on production floor?
- Yes. The system is ideally suited to both lab and shop floor inspection. Inline and robot setups are an option. The non-contact probes can even be configured to work in hostile environments such as extremely hot, cryogenic, or radioactive.
Can TUBEINSPECT system give us automated measurements and reports?
- Yes.
I noticed the tube spins around the probe. Can any runout of the chuck affect the scan data?
- No, runout is not an issue with TUBEINSPECT system. Gauge rings are used to calibrate the system and validate the results. The system provides micron-level diameter measurement repeatability.
Does the TUBEINSPECT system probe have to be on the centerline of the tube when measuring the tube ID?
- In most cases, the probe is not positioned at the center of the rotated tube (see top view diagram).
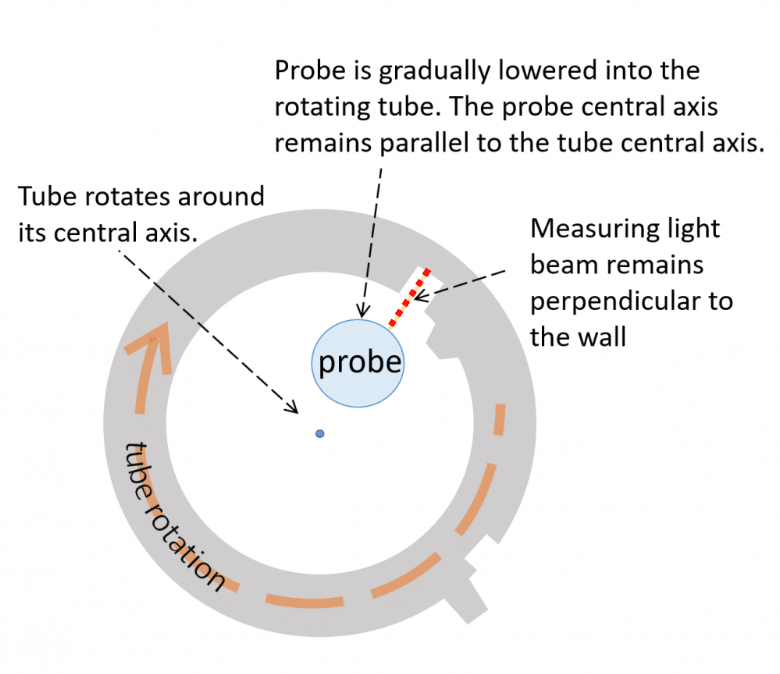
The probe simply needs to be lowered into the tube at a constant distance from the tube’s ID surface.
Related links
See related applications
Contact us or request free sample analysis to see if the TUBEINSPECT system is suitable for your application